







Conical countersink blue ring HSS, DIN 335C, 90°
Conical countersink HSS, blue ring
CNTSNK-CONI-MA-BLUE-HSS-90DGR-D16,5MM
Art.-no. 069401716
EAN 4011231603218





Register now and access more than 2,000 products
Burr- and chatter-free countersinking and deburring
Precision conical countersink with three cutting edges, precision-ground
Optimised flute geometry
Excellent chip formation and removal
Product packaging made from 100 % PCR (recycled plastic from household waste) and 100 % recyclable
Datasheets(X)

 | |
Material to be processed | Steel, Cast metal |
Quality | ZEBRA-Premium |
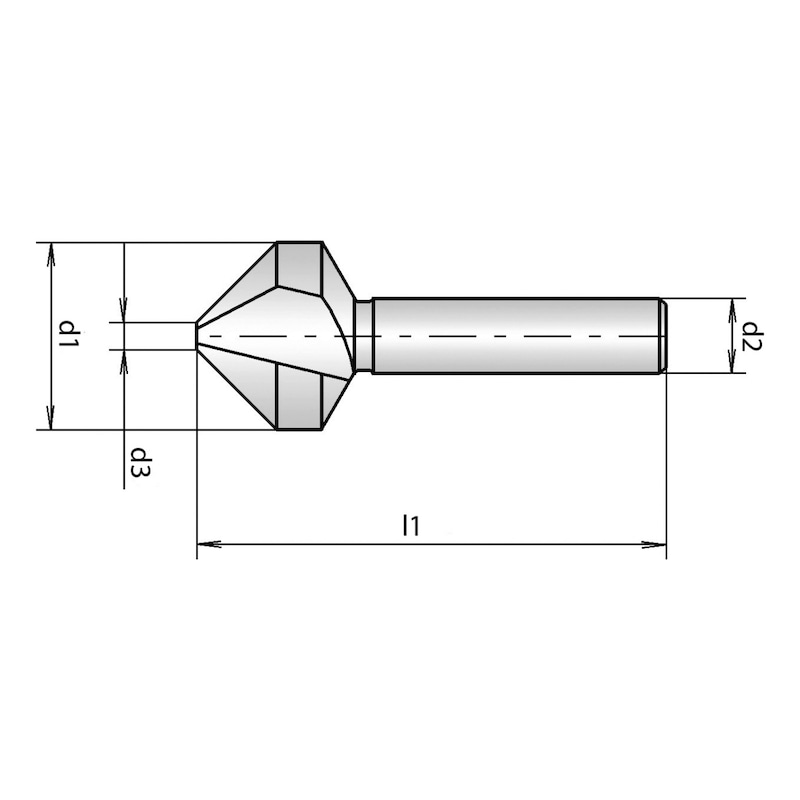
Spot-facer diameter (d1) | 16.5 mm |
Shank diameter (d2) | 10 mm |
Tip diameter (d3) | 3.2 mm |
Length (l1) | 60 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | HSS |
Countersink angle | 90 Degree |
Surface | Uncoated |
Shank style | Cylindrical |
Service life (points system) | 2 of 4 points |
Countersinking speed (point system) | 2 of 4 points |
Countersinking quality (point system) | 2 of 4 points |
Versatility (points system) | 1 of 4 points |
Countersinking behaviour (point system) | 2 of 4 points |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron |
| Assignment of conical countersink to screw standards | ||
| Conical countersink nominal diameter d1 | For countersunk head screws | For countersunk head screws |
| DIN EN ISO 10642 (Formerly DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (Formerly DIN 963,964,965,966) | |
| 6,300 | M3 | M3 |
| 8,300 | M4 | - |
| 10,400 | M5 | M4, M5 |
| 12,400 | M6 | M6 |
| 16,500 | M8 | M8 |
| 20,500 | - | M10 |
| 25,000 | M10, M12 | M12 |
| 31,000 | M16 | - |
| Legend |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 16.5-31 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | |||
| Steels | ||||||
| General structural steels | ≤ 500 N/mm² | 35 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 1,000 N/mm² | 33 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Unalloyed hardened steels | ≤ 700 N/mm² | 35 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 850 N/mm² | 33 | 0,170 | 0,180 | 0,210 | 0,240 | |
| ≤ 1,000 N/mm² | 22 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Alloyed hardened steels | ≤ 1,000 N/mm² | 17 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 1,400 N/mm² | 13 | 0,110 | 0,130 | 0,150 | 0,170 | |
| Nitriding steels | ≤ 1,000 N/mm² | 17 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1,400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,120 | |
| Tool steels | ≤ 850 N/mm² | 19 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1,400 N/mm² | 17 | 0,070 | 0,080 | 0,090 | 0,120 | |
| High-speed steels | ≤ 1,400 N/mm² | 17 | 0,070 | 0,080 | 0,150 | 0,120 |
| Stainless steels | ||||||
| Sulphurated stainless steels | ≤ 900 N/mm² | 18 | 0,110 | 0,130 | 0,150 | 0,170 |
| Austenitic stainless steels | ≤ 1,100 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,120 |
| Martensitic stainless steels | ≤ 1,200 N/mm² | 15 | 0,070 | 0,080 | 0,090 | 0,120 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 17 | 0,110 | 0,130 | 0,150 | 0,170 |
| ≤ 1,400 N/mm² | 11 | 0,070 | 0,080 | 0,090 | 0,120 | |
| Special alloys | ≤ 1,600 N/mm² | 9 | 0,110 | 0,130 | 0,150 | 0,170 |
| Cast metals | ||||||
| Cast iron | ≤ 240 HB | 28 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 350 HB | 18 | 0,170 | 0,180 | 0,210 | 0,240 | |
| Spheroidal graphite and malleable iron | ≤ 240 HB | 24 | 0,170 | 0,180 | 0,210 | 0,240 |
| ≤ 350 HB | 22 | 0,170 | 0,180 | 0,210 | 0,240 | |
| Chilled cast iron | ≤ 350 HB | 9 | 0,070 | 0,080 | 0,090 | 0,120 |
| Hard materials | ||||||
| Spring steels | ≤ 350 HB | 11 | 0,070 | 0,080 | 0,090 | 0,120 |
| Cutting values | ||||||
| For dia. 6.3-12.4 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| Steels | ||||||
| General structural steels | ≤ 500 N/mm² | 35 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1,000 N/mm² | 33 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Unalloyed hardened steels | ≤ 700 N/mm² | 35 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 850 N/mm² | 33 | 0,120 | 0,130 | 0,140 | 0,150 | |
| ≤ 1,000 N/mm² | 22 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Alloyed hardened steels | ≤ 1,000 N/mm² | 17 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 1,400 N/mm² | 13 | 0,070 | 0,080 | 0,090 | 0,100 | |
| Nitriding steels | ≤ 1,000 N/mm² | 17 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1,400 N/mm² | 13 | 0,040 | 0,050 | 0,060 | 0,060 | |
| Tool steels | ≤ 850 N/mm² | 19 | 0,070 | 0,080 | 0,090 | 0,100 |
| ≤ 1,400 N/mm² | 17 | 0,040 | 0,050 | 0,060 | 0,060 | |
| High-speed steels | ≤ 1,400 N/mm² | 17 | 0,040 | 0,050 | 0,060 | 0,060 |
| Cast metals | ||||||
| Cast iron | ≤ 240 HB | 28 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 18 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Spheroidal graphite and malleable iron | ≤ 240 HB | 24 | 0,120 | 0,130 | 0,140 | 0,150 |
| ≤ 350 HB | 22 | 0,120 | 0,130 | 0,140 | 0,150 | |
| Chilled cast iron | ≤ 350 HB | 9 | 0,040 | 0,050 | 0,060 | 0,060 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!
Last viewed

Safety harness Comfort

Screwdriver PH 3C handle with hexagon shank

Locking pliers

Druckfix pneumatic application gun

Juniorfix pneumatic application gun

Flat chisel In line with DIN 6453

High-strength screw retainer

Acrylic fire-retardant joint sealant

1/2" socket wrench insert Inch, short

Cable tie made of polyamide for single-hole mounting