







HSS 90° yellow-ring countersink DIN 335C
Conical countersink HSS, yellow ring
CNTSNK-CONI-MA-YELLOW-HSS-90DGR-D10,4MM
Art.-no. 069401810
EAN 4011231603287





Register now and access more than 2,000 products
Burr- and chatter-free countersinking and deburring
Precision conical countersink with 3 cutting edges, precision-ground
Optimised spiral flute geometry
Excellent chip formation and removal
Sustainable product packaging made from 100 % PCR (recycled plastic from household waste), 100 % recyclable and Cradle to Cradle Certified® in Bronze
Datasheets(X)

 | |
Material to be processed | Aluminium |
Quality | ZEBRA-Premium |
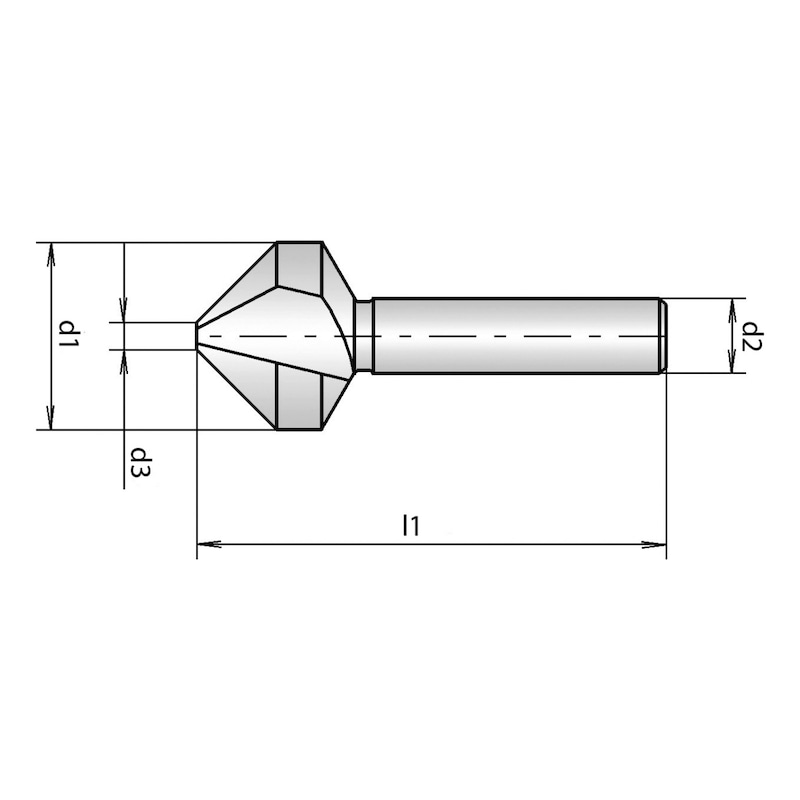
Spot-facer diameter (d1) | 10.4 mm |
Shank diameter (d2) | 6 mm |
Tip diameter (d3) | 2.5 mm |
Length (l1) | 50 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | HSS |
Countersink angle | 90 Degree |
Surface | Uncoated |
Shank style | Cylindrical |
Service life (points system) | 2 of 4 points |
Countersinking speed (point system) | 2 of 4 points |
Countersinking quality (point system) | 2 of 4 points |
Versatility (points system) | 1 of 4 points |
Countersinking behaviour (point system) | 2 of 4 points |
Material of sub-group | Aluminium, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (<10% silicon), Aluminium casting alloys (>10% silicon), Magnesium alloys, Copper, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Assignment of conical countersink to screw standards | ||
| Conical countersink nominal diameter d1 | For countersunk head screws | For countersunk head screws |
| DIN EN ISO 10642 (formerly DIN 7991) | DIN EN ISO 2009, 2010, 7046, 7047 (formerly DIN 963,964,965,966) | |
| 6.3 mm | M3 | M3 |
| 8.3 mm | M4 | - |
| 10.4 mm | M5 | M4, M5 |
| 12.4 mm | M6 | M6 |
| 16.5 mm | M8 | M8 |
| 20.5 mm | - | M10 |
| 25.0 mm | M10, M12 | M12 |
| 31.0 mm | M16 | - |
| Legend |
| vc = cutting speed [m/min] |
| f = feed (mm/r) |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| For dia. 16.5–31 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | |||
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 90 | 0,210 | 0,230 | 0,260 | 0,300 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 70 | 0,210 | 0,230 | 0,260 | 0,300 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 40 | 0,170 | 0,180 | 0,210 | 0,240 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 30 | 0,170 | 0,180 | 0,210 | 0,240 |
| Magnesium alloys | ≤ 400 N/mm² | 100 | 0,210 | 0,230 | 0,260 | 0,300 |
| Copper, low-alloyed | ≤ 500 N/mm² | 60 | 0,210 | 0,230 | 0,260 | 0,300 |
| Brass, short-chipping | ≤ 600 N/mm² | 80 | 0,210 | 0,230 | 0,260 | 0,300 |
| Brass, long-chipping | ≤ 600 N/mm² | 50 | 0,210 | 0,230 | 0,260 | 0,300 |
| Bronze, short-chipping | ≤ 600 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 |
| ≤ 850 N/mm² | 26 | 0,210 | 0,230 | 0,260 | 0,300 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 24 | 0,210 | 0,230 | 0,260 | 0,300 |
| ≤ 1000 N/mm² | 20 | 0,210 | 0,230 | 0,260 | 0,300 | |
| Plastics | ≤ 150 N/mm² | 30 | 0,210 | 0,230 | 0,260 | 0,300 |
| Cutting values for HSS countersinks | ||||||
| For dia. 6.3–12.4 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 90 | 0,150 | 0,160 | 0,170 | 0,190 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 70 | 0,150 | 0,160 | 0,170 | 0,190 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 40 | 0,120 | 0,130 | 0,140 | 0,150 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 30 | 0,120 | 0,130 | 0,140 | 0,150 |
| Magnesium alloys | ≤ 400 N/mm² | 100 | 0,150 | 0,160 | 0,170 | 0,190 |
| Copper, low-alloyed | ≤ 500 N/mm² | 60 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, short-chipping | ≤ 600 N/mm² | 80 | 0,150 | 0,160 | 0,170 | 0,190 |
| Brass, long-chipping | ≤ 600 N/mm² | 50 | 0,150 | 0,160 | 0,170 | 0,190 |
| Bronze, short-chipping | ≤ 600 N/mm² | 30 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 850 N/mm² | 26 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 24 | 0,150 | 0,160 | 0,170 | 0,190 |
| ≤ 1000 N/mm² | 20 | 0,150 | 0,160 | 0,170 | 0,190 | |
| Plastics | ≤ 150 N/mm² | 30 | 0,150 | 0,160 | 0,170 | 0,190 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!









