





Subland stepped drill bit DIN 8374, RN-fine, 90°
Subland stepped drill bit HSS DIN 8374 fine 90°
DRL-STEP-MF-DIN8374RNF-90DGR-HSS-D8,4MM
Art.-no. 5443810605
EAN 4062856088553














Register now and access more than 2,000 products
Datasheets(X)

 | |
Product code | 841 |
Material to be processed | Steel, Cast metal, Copper, Brass, Aluminium, Plastic |
Suitable for screw | M8 |
Standards | DIN 8374 |
Cutting material | HSS |
Surface | Vaporised |
Angle of the tip | 118 Degree |
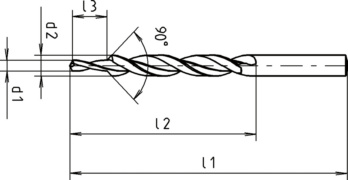
Pilot hole diameter (d1) | 8.4 mm |
Spot-facer diameter (d2) | 15.0 mm |
Length (l1) | 169 mm |
Chip flute length (l2) | 114 mm |
Pilot hole length (l3) | 19 mm |
Countersink angle | 90 Degree |
Shank style | Cylindrical |
Shank diameter | 15 mm |
Number of teeth | 2 PCS |
Coolant supply | External |
Tolerance of cutting edge diameter | h8 |
Tolerance of shank diameter | h8 |
Type description | Quality grade fine |
Material of sub-group | General structural steels, Non-alloyed tempering steels < 1000 N/mm², Alloyed tempering steels < 1000 N/mm², Grey cast iron, Malleable cast iron, Copper, Brass, Aluminium, Plastics |
| Cutting values for HSS drill bits | ||||||
| For dia. 3.2 to dia. 10.5 | ||||||
| Material designation | Tensile strength | vc | f | |||
| from | to | Dia. 3.2-4.9 | Dia. 5-7.9 | Dia. 8-10.5 | ||
| General structural steels | < 500 N/mm² | 30 | 50 | 0,050 | 0,120 | 0,200 |
| 500-850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 | |
| Carbon steels | < 850 N/mm² | 25 | 35 | 0,050 | 0,120 | 0,200 |
| 850-1000 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| Unalloyed heat-treated steels | < 700 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| 700-850 N/mm² | 20 | 30 | 0,030 | 0,070 | 0,100 | |
| 850-1000 N/mm² | 20 | 25 | 0,020 | 0,060 | 0,090 | |
| Alloyed heat-treated steels | 850-1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Unalloyed case-hardening steels | < 750 N/mm² | 25 | 35 | 0,030 | 0,070 | 0,100 |
| Alloyed case-hardening steels | < 1000 N/mm² | 15 | 20 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Nitriding steels | < 1000 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 1000-1200 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Tool steels | < 850 N/mm² | 10 | 15 | 0,020 | 0,050 | 0,080 |
| 850-1100 N/mm² | 8 | 12 | 0,020 | 0,050 | 0,080 | |
| Cast iron | < 180 HB | 20 | 30 | 0,050 | 0,120 | 0,200 |
| > 180 HB | 20 | 30 | 0,040 | 0,100 | 0,160 | |
| Nodular graphite, malleable iron | > 180 HB | 25 | 35 | 0,050 | 0,120 | 0,200 |
| > 260 HB | 18 | 22 | 0,040 | 0,100 | 0,160 | |
| Aluminium, aluminium alloys | < 530 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Aluminium, cast aluminium alloys < 10 % Si | < 600 N/mm² | 30 | 60 | 0,050 | 0,140 | 0,180 |
| Magnesium, magnesium alloys | < 280 N/mm² | 40 | 100 | 0,050 | 0,140 | 0,180 |
| Copper, low-alloy | < 350 N/mm² | 35 | 65 | 0,050 | 0,140 | 0,180 |
| Brass, short-chipping | < 600 N/mm² | 60 | 100 | 0,080 | 0,180 | 0,250 |
| Brass, long-chipping | < 600 N/mm² | 35 | 60 | 0,050 | 0,150 | 0,400 |
| Bronze, short-chipping | < 600 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 |
| 650-850 N/mm² | 25 | 50 | 0,050 | 0,080 | 0,140 | |
| Bronze, long-chipping | < 850 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 |
| 850-1200 N/mm² | 15 | 35 | 0,050 | 0,080 | 0,140 | |
| Key |
| vc = cutting speed [m/min] |
| f = feed [mm/r] |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
Last viewed

Car shampoo

1/2 inch socket wrenches Assortment of 23 pieces

Pneumatic drill DBM 13-RL plus

Hammer drill bit Max Quadro-L

Split pin DIN 94, zinc-plated steel, blue passivated (A2K)

T-handle socket wrench for hexagon head screws

1C installation foam PUR B2

Cutting disc for stainless steel Basic

License Light T10 12V5W W2.1x9.5d

Tool case 32 pieces in system case 8.4.2.